摘要
与传统单面散热 IGBT 模块不同,双面散热汽车 IGBT 模块同时向正、反两面传导热量,其热测试评估方式需重新考量。本文进行双面散热汽车 IGBT 模块热测试工装开发与热界面材料选型,同时对比研究模块压装方式,开发出一种适用于双面散热汽车 IGBT 模块的双界面散热结构热测试方法,可实现单面热阻测试,对比单面与双面热阻值、实测值与仿真值之间的差异,并讨论差异产生原因与修正手段。测试结果表明,该方法具有良好的可重复性与可推广性,可为双面散热汽车 IGBT 模块的热测试提供参考。
0 引言
近年来,全球温室效应的加剧与化石能源的日渐枯竭逐渐成为制约传统燃料汽车发展的瓶颈。功率芯片的面积越来越小、开关速度越来越快、工作频率越来越高,其单位面积的热通量持续增加,功率芯片的热管理已成为制约功率模块应用的瓶颈问题,亟需先进的封装结构和封装工艺,降低功率模块的热阻。相对于传统单面散热(single-sided cooling, SSC)功率模块,双面散热(double-sided cooling, DSC)功率模块具有更强的散热能力和更低的寄生参数。为了进一步提高车用电机控制器的效率、功率密度和可靠性,双面散热功率模块在电动汽车中的应用得到了越来越多的关注。随着双面散热汽车 IGBT 器件在丰田(Denso)、通用(Delphi)、特斯拉(ST)等厂家的成功批量应用,市场对双面散热 IGBT 模块的需求急剧增加。
相对于传统单面散热功率模块,双面散热功率模块采用先进的三维封装结构。双面散热 IGBT功率模块具有多个传热通道,现有热阻测试方法仍然沿用单通道传热的热阻测试方法。与传统单面散热 IGBT 模块不同,双面散热汽车 IGBT 模块同时向正、反两面传导热量,其散热方式与压接式IGBT 模块类似,但由于封装结构不同,其内部散热路径与热阻会有较大差别,评估方式需重新考量。目前,只有英飞凌等少数大厂推出了双面散热汽车系列化产品,国内外关于双面散热汽车产品热测试的可参考文献较少。
本文重点研究双面散热汽车 IGBT 模块热测试方法。首先提出一种新的双界面热测试思路,然后基于一款双面散热汽车 X 模块的封装结构设计开发热测试工装,并完成热界面材料的调研与选型,同时对模块不同压装方式进行对比研究,开发出一种适用于双面散热汽车 IGBT 模块的单面热阻抗测试方法,并成功实现 X 模块的双面与单面热阻测试,最后对比单面与双面热阻值、实测值与仿真值之间的差异,并讨论差异的产生原因与修正手段。
1 热测试方案
1.1 传统方法与主要问题
IGBT 的结温测试方法主要有热敏参数法、有限元仿真法、传感标定法、红外扫描法等,传统的IGBT 模块结-壳热阻测试采用 JESD 51—14 标准规定的双界面法,分别测量有导热脂、无导热脂两个界面下的温度曲线,转换成对应的结构函数曲线,求出两条曲线的重合部分,就可以得出 IGBT 产品的结-壳瞬态热阻抗曲线。
双面散热 IGBT 模块的结构特点决定其对接触热阻要求非常高,而 X 模块特殊工艺过程引入的拱度问题会导致散热面与散热器的直接压接效果不良,散热面之间存在空隙,造成 X 模块与散热器直接压装效果如图 1 所示。双界面法测试的前提是保证两个界面条件下芯片结-壳散热路径一致,直接压装会使其与硅脂界面的路径不一致,结构函数曲线前段不重合,导致无法准确测试热阻。故传统双界面法不适用于双面散热汽车 IGBT 模块热测试,需开发新的界面材料代替直接压接,以确保两个界面散热路径的一致性。

1.2 双界面散热结构测试法
为解决上述问题,本文创新性地提出双界面散热结构的热测试方法,对传统双界面法进行优化,分别采用两种不同的导热界面材料 A 与 B 对结构函数曲线进行分离。双界面材料双面耦合热阻测试方法如图 2 所示,步骤如下。
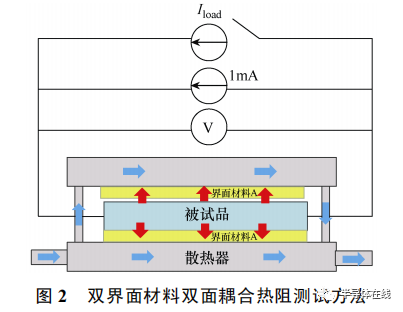
1)模块的主、次散热面用导热界面材料 A 覆盖,压装在散热器上,散热器持续通水,启动热阻测试,得到结构函数曲线 1-1。
2)模块的主、次散热面用导热界面材料 B 覆盖,压装在散热器上,散热器持续通水,启动热阻测试,得到结构函数曲线 1-2。
两条结构函数曲线的重合部分即为模块的双面结-壳热阻。
双面散热汽车 IGBT 产品金属表面结构仅传导热量而不传导电能,其散热路径可理解为两个功率与热阻参数不同的器件,背靠背地同时向两个面传导热量。从文献[17]中的压接 IGBT 模块串联热阻测试方法得到启示,只要设法实现双面散热汽车产品单面散热,理论上可分别测量 IGBT 模块主、次两个散热面的结构函数曲线。消除双面导热耦合效应的办法是实现热量单面传导,双界面材料单面热阻测试方法如图 3 所示,具体步骤如下。
1)模块的主散热面用绝热材料覆盖,次散热面通过界面材料 A 压装在散热器上,散热器持续通水散热,测得次散热面结构函数曲线 2-1。
2)模块的主散热面用绝热材料覆盖,次散热面通过界面材料 B 压装在散热器上,散热器持续通水散热,测得次散热面结构函数曲线 2-2。
3)模块的次散热面用绝热材料覆盖,主散热面通过界面材料 A 压装在散热器上,散热器持续通水散热,测得主散热面结构函数曲线 3-1。
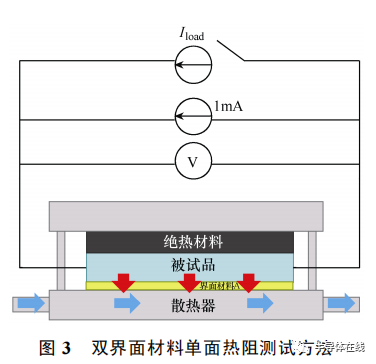
4)模块的次散热面用绝热材料覆盖,主散热面通过界面材料 B 压装在散热器上,散热器持续通水散热,测得主散热面结构函数曲线 3-2。
对于单面的两次测量,因其结-壳导热路径完全一致,仅壳-散热器热阻有差别,故两条结构函数曲线在模块散热面处分离,重合部分即对应的结-壳热阻,通过以上方法即可获取对应的单面结-壳热阻。
1.3 测试工装设计
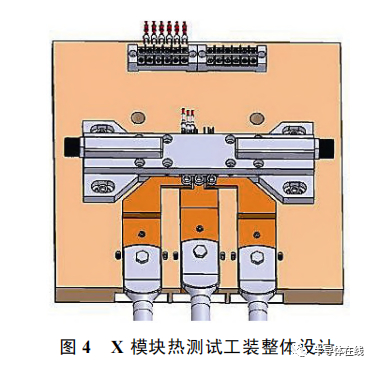
从 X 模块的结构特点与发热特性出发,经结构设计、仿真分析与优化,实现高换热效率散热器设计:在器件最大发热功率情况下,上、下散热面温差在 1℃以内,且进、出水温差在 2℃以内。X 模块热测试工装整体设计如图 4 所示。
2 材料选型
2.1 导热界面材料
按照双界面材料热测试方案,需选定合适的导热与绝热材料作为界面,以实现 IGBT 模块的双面与单面热阻抗测试。经技术调研,综合考虑各种材料的物理、化学特性,决定选用散热石墨膜、导热硅脂这两种材料作为 X 模块的热阻测试导热界面材料,其特性参数见表 1。

采用散热石墨膜作为第二界面的压装效果如图5 所示,与图 1 相比,压力均匀性得到显著改善。

2.2 绝热界面材料
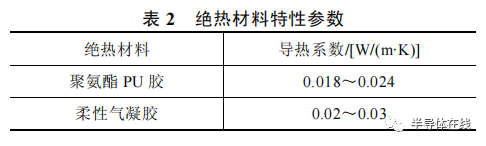
经技术调研,筛选出柔性气凝胶、聚氨酯 PU胶作为 X 模块热测试的备选绝热界面材料,其特性参数见表 2。
为验证两者的实际绝热性能,用两种材料分别对次散热面进行隔热,导热材料均采用石墨膜,进行主散热面的热阻对比测试,结果如图 6 和图 7 所示。图 6 中曲线 1~4、图 7 中曲线 1~4 依次为聚氨酯 PU 胶绝热下的 IGBT 热阻与结温数据、气凝胶绝热下的 IGBT 热阻与结温数据、聚氨酯 PU 胶绝热下的快速恢复二极管(fast recovery diode, FRD)热阻与结温数据、气凝胶绝热下的 FRD 热阻与结温数据。
双面散热器件散热路径为并联,耦合热阻计算公式为
式中:R1为主散热面热阻;R2 为次散热面热阻。当次散热面为绝对绝热即 R2→∞时,总热阻 Rtot≈R1,在 R1 保持不变的前提下,材料绝热性能越差,热阻R2 越小,总热阻 Rtot 越小。

对比结果显示,聚氨酯 PU 胶绝热下测得的结环热阻值与最高结温值均低于气凝胶,表明相同压装力矩下,气凝胶的绝热能力优于聚氨酯 PU 胶,故选择气凝胶作为热测试的绝热材料。
3 热测试与结果分析
X 模块双界面散热结构热测试的硬件安装方式如图 8 所示。

3.1 方案设计
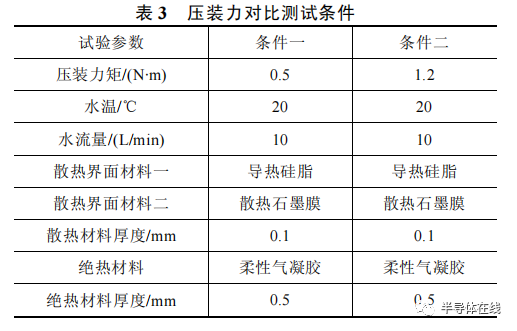
为研究压装力矩对 X 模块结-壳热阻的影响程度,设计压装力对比测试条件见表 3。
3.2 双面热阻测试
不同压装力矩下 X 模块 IGBT 双面热阻如图 9所示,图中从曲线 1 和曲线 2 为 0.5N·m 压装力矩下的热阻数据,曲线 3 和曲线 4 为 1.2N·m 压装力矩下的热阻数据。
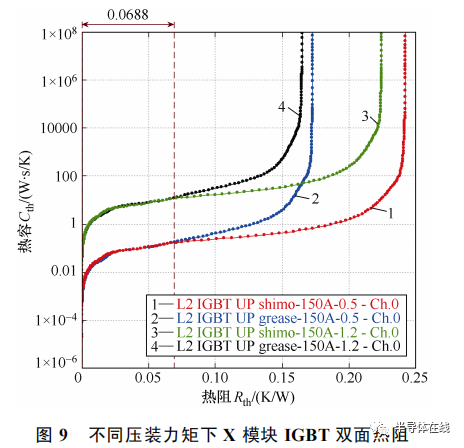
X 模块双面热阻测试结果见表 4。随着压装力矩增大,X 模块 IGBT 和 FRD 的器件结环热阻减小,而结-壳热阻测试无明显变化,表明对于双面散热IGBT 模块,不同的压装力矩仅影响器件与散热器的接触热阻,对其结-壳热阻的测试无影响。

基于以上结论,后续测试压装力矩均设置为条件一。
3.3 热仿真
X 模块的热仿真模型如图 10 所示。
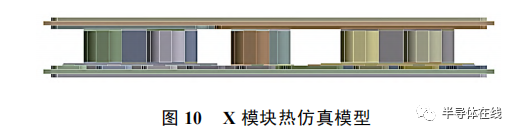
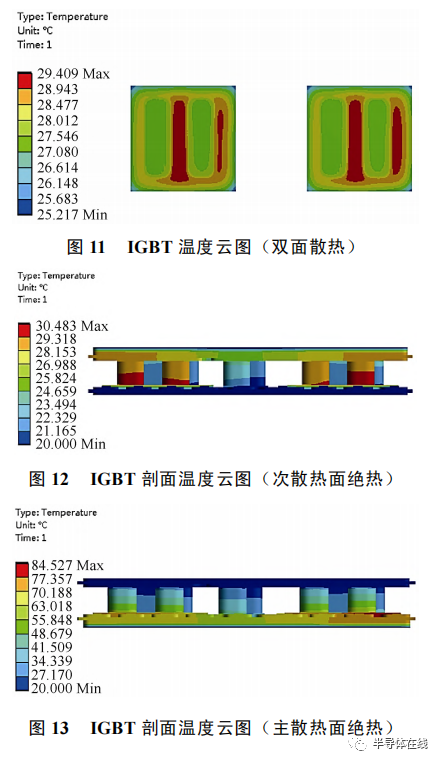
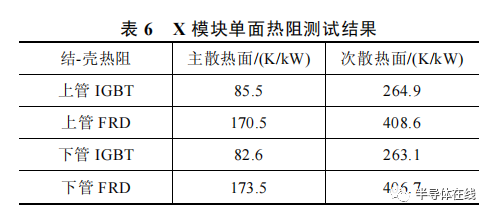
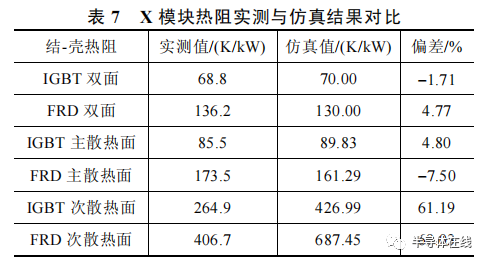
按表 3 条件一设置边界条件与隔热材料,设置单个芯片的损耗功率为 100W,得到主散热面仿真结果如图 11~图 13 所示。
按同样方法对 FRD 进行仿真,X 模块热仿真结果见表 5。

3.4 单面热阻测试
按双界面材料法分别进行 X 模块的主、次散热面的单面热阻测试,结果如图 14 和图 15 所示。

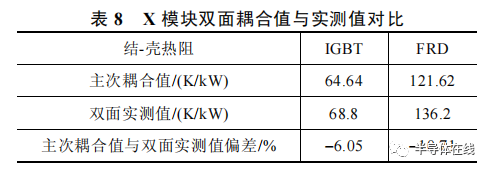
X 模块单面热阻测试结果见表 6。
测试结果显示该方法测得的上、下管单面热阻一致性较好。
3.5 差异分析与误差修正
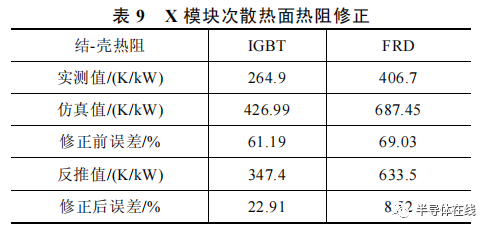
X 模块热阻实测与仿真结果对比见表 7。IGBT与 FRD 的双面热阻实测值与仿真值偏差均在±5%以内,主散热面热阻的实测值与仿真值偏差均在±10%以内,次散热面热阻的实测值与仿真值偏差较大,约为 70%。
根据式(1)计算的双面耦合值与实测值对比见表 8。表中 IGBT 的单面实测耦合值与双面实测值偏差为−6%左右,FRD 的单面实测耦合值与双面实测值偏差为−10%左右,两者偏差较大。
由于不存在绝对隔热材料,双面散热模块的热耦合效应无法完全消除。对于次散热面绝热工况,由于主散热面热阻较小,绝大部分热量流经无绝热材料的主散热面,形成理想的单面散热,测试值偏差较小;对于主散热面绝热工况,由于次散热面本身热阻较大,会有部分热量流经有绝热材料的主散热面,耦合效应较大,导致测试值与仿真值的偏差较大。 针对次散热面热测试中的热耦合效应,修正方法是采用基于主散热面与双面的实测热阻反推次散热面热阻的方式消除耦合效应,修正后的结果见表9,误差缩小到 25%以内。
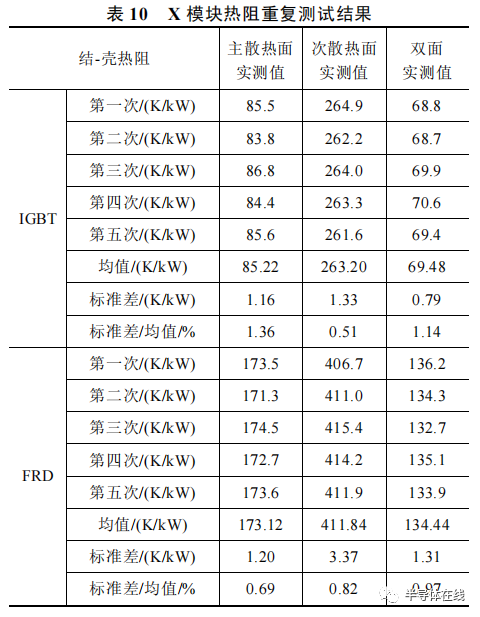
3.6 重复性验证
为验证双面散热汽车 IGBT 模块热测试方法的可重复性,对 X 模块进行重复压装与热阻测试,结果见表 10。结果显示,五次测试结果偏差在±2%以内,表明该热测试方法具有良好的可重复性与可推广性。
4 结论
本文基于热测试工装设计、界面材料选型与压装方式对比研究,提出了一种适用于双面散热汽车IGBT 模块的双散热界面材料热测试方法,可实现双面与单面结-壳热阻测试;对于双面散热汽车 IGBT模块,在一定范围内的不同压装力矩对其结-壳热阻的测试无影响;双面热阻测试方法得到的 IGBT 与FRD 的双面热阻实测值与仿真值偏差在±5%以内,单面热阻实测值与仿真值偏差在±10%以内,该方法可准确实现双面散热汽车 IGBT 的热阻测试,结果具有参考价值;双面散热模块的热耦合效应无法完全消除,导致单面热阻实测值与仿真值偏小,可采用根据主散热面与双面实测热阻反推次散热面热阻的方式降低耦合效应并修正测试结果;该热测试方法具有良好的可重复性与可推广性。
作者:罗哲雄 1,2 周望君 1,2 陆金辉 1,2 董国忠 1,2 (1. 株洲中车时代半导体有限公司;2. 新型功率半导体器件国家重点实验室)
编辑:黄飞